キッチンスタディー- ガス燃焼の基礎知識(柴田書店 月刊食堂1993年1月号)
キッチンの能力を高める最新機器の知識
キッチンスタディー第一回
ガス燃焼の基礎知識
筆者の実家が喫茶店を営業しており、大学を出てからすぐに軽い気持ちで家業に入った。しかし、すぐに喫茶店経営の限界を感じ、コックの道を目指し大手飲食チェーンの門戸を叩いた。当時、現在とは異なり大卒でコックになる例はなく、年齢がコックになるには高すぎるということで、その会社がアメリカと提携したドーナツチェーンに配属になったのがフードビジネスに入ったきっかけである。
当時は大阪万博が開かれた年であり、日本でのファーストフードの夜明けであった。ケンタッキーフライドチキン、ダンキンドーナツ、ミスタードーナツ、マクドナルド等が続々と日本に上陸した。ファーストフードと同時にアメリカ製の機械が日本に導入された。 ファーストフードというと、セントラルキッチンやカミサリーで1次加工済みの原材料を、マニュアルに基づいて店舗でコンピュータつきの調理機器で調理すれば、コック無しで安定した品質が出来るという筈であった。
ところが、ドーナツチェーン1号店を銀座に開いた時、大変売れて、ドーナツのフライヤーの温度の回復が間に合わなくなった。原因は、日本の当時の都市ガスのカロリー、圧力が低い為、天然ガスを使用しているアメリカの仕様のままでは、売上の高いピーク時に必要な熱量が出なかったためであった。
転職したハンバガーチェーンでもまったく同じ問題を抱えていたが、売上が高いために問題はもっとシビアーであった。ピーク時にはフレンチフライを揚げるフライヤーに指を入れられるくらいに温度が下がってしまい、グリドルからは、湯気がほわーっと昇りミートパティを焼くというより蒸すというような状態であった。
当時はフレッシュのミートパティから、冷凍のパティに変更する過程にあったが、グリドルはまだフレッシュミート用の温度リカバリーの遅いものであった。フレッシュミート用の機器はサーモスタットが温度が下がるのを感知するとガスバルブを徐々に開けていき、負荷が最大になるとバルブの開度を大きくし供給ガス量を増やし、温度が戻っていくとガスバルブを徐々に閉じていき、温度が上昇しすぎないようになるものであった。温度の安定性は大変良いものの冷凍のミートを焼くには温度の回復が遅いものであった。さらに、温度センサーその物がグリドルの鉄板の下部に接触して取り付けられている物であり、温度の感知その物も悪かった。
新型のグリドルは、サーモスタットセンサーをグリドルの鉄板内部に埋め込み応答性を早くしさらに、電気式のサーモスタットにし、温度の低下を感知すると、ガスバルブを即座に開くタイプであり温度の回復の早い物であった。 しかしながらこのグリドルを店舗に導入しても、ピーク時にはまだ焼けないというクレームが店舗から寄せられた。
当時の東京ガスにいっても、業務用厨房に対する理解や研究はまったくなされておらず、「あー、密閉燃焼の機器だったらこんな資料がありますよ。」と持ってこられたのが溶鉱炉の資料だったりする有り様であった。
そこで試行錯誤で実際に機械を改良する事からスタートしていった。グリドルのバーナーに穴を開け、燃焼の実験を徹夜で何日も実施した。また機械のマニュアルを熟読し、各パーツの作動を検証していった。そこで発見したことはなんと、当時のメーカーはガスガバナー(ガス圧調整弁)の役割を理解せず、グリドル、フライヤーに取り付けていなかったのである。機械を設置しテストランするのは夜間であったり、ガスの消費量が少ない時であったため、高いガス圧状態で、ガスのオリフィスのノズルの径を細く設定していた。いざ店舗がオープンし昼のピークのガスを最大に使用するようになると、多くの機器がガスを同時に使用するため、ガスの圧力が落ち火力が弱くなり調理が出来なくなるのであった。
次に問題になったのは、店舗での機械の調整メンテナンスである。店舗では温度を正しく調整する必要があるが、温度チェック用の正確な温度計が必要であった。当時の温度計はバイメタル式の精度の低い物でグリドルの上に3つぐらい温度計を並べその平均を見るような原始的な物であった。サーミスターセンサーを使ったアナログの精度の高い物があったが、サーミスターセンサーを使うため応答速度が大変遅く、温度チェックに時間がかかりすぎた。またセンサー自身の感熱部のサイズが大きく、それがグリドルの表面温度を下げてしまい不正確でもあった。グリドルの温度は大変デリケートであり、ドアーが開き風が吹き込んでしまっただけで温度は10℃下がるほどである。また精度の高い温度計は値段も大変高く店舗に導入する事は出来なかった。
そこで、精度はまあまあで値段の安い温度計を探し2種類ほど店舗に導入したが、安物買いの銭失いでなかなか良いのはなくずいぶんお金を遣い上司に怒られたものである。 当時、エンジニアー部門が自動化の調理機器を開発しようとして店舗運営部に開発の援助依頼があった。機械に詳しい人達はそのアイディアを聞いて、複雑な機械の開発を手伝わされたら大変という事で遠慮し、機械の弱い筆者が手伝わされる羽目になってしまった。
自動調理機器ということで温度制御が複雑であり、そのために各部の温度を計測するのにサーミスターセンサーのアナログ温度計では1時間も時間がかかってしまい、温度データーを取るだけで一苦労であった。当時ある大手の温度メーカーY社から初めてサーモカップルセンサーを使用したディジタル表示の温度計が発売された。が値段が高く当時の会社でも1台しかなく、引くてあまたの人気機種であった。
丁度そのアナログ温度計のメーカーS社が自動調理機器の温度コントロールを作っており、その社長と一緒に働く機会があった。そこでアナログのサーミスター温度計と、サーモカップルのディジタル温度計を比較して見せたところ、「よしわかった。そんなに文句いうんだったら作ってやろうじゃないか。」というような事でS社との温度計開発がスタートしたのであった。S社は実は、サーミスターセンサーの専業メーカーであり、その他のセンサーの製造の経験はなかった為、メーカーに日参してはセンサーの構造や、メーターの構造の講義を受けつつ論議を重ねながら共に設計をしていったのである。
当時他にも優秀なメーカーはあり検討を重ねたが、最終的にS社に決めたのは、Y社やR社は大変優秀な機器を作るがそれを検品する体制が整っていなかったのである。
S社は計測器を作る経験は少ないがセンサーの専業メーカーであり、センサーの精度をチェックする恒温槽を数十台持っており各温度の精度をチェッック出来る。それが大きな決め手となり、温度精度±2℃の温度計を完成する事が出来た。当初の100台はスタッフ全員総出で全品、各温度帯での検品を実施した。
この温度計の完成により店舗の品質管理基準は大幅に高まり、また機器に対する問題点も明確になったのである。
店舗が増加してくると、グリドル清掃の重労働の改善も必要になり、グリドル清掃洗剤の開発をおこなった。実験には実際の店舗でグリドルを清掃するしかなく、毎晩閉店時間の異なる店舗3店を歩いて行った。
洗剤会社数社を選ぶ課程で洗剤会社による講義、専門書の熟読などを通じて洗剤の全てを学ばざるを得なかった。その結果シェークマシン用の洗浄殺菌洗剤、フライヤー清掃用洗剤、ステンレスクリーナー等の開発を行う事が出来た。
開発の課程の中で、思いがけなくも、規存の殺菌洗剤のブリーチ(次亜塩素酸ナトリウム溶液)の問題点を発見した。通常ブリーチの濃度は6%であるが、当時運送コストを下げるため12%溶液を使用していた。その為、溶液中のPHがかなり高くなり、洗剤の安定性がなくなり、殺菌能力が大幅に下がるのである。これはどの洗剤の本にも書いてある初歩的な知識であり、さっそく確認テストをしたところ、その通り問題点が発見された。その後、濃度を6%にしてPHを下げ、太陽光線の通過しない小出しの容器を採用するなどにより安定性を大幅に上げる事に成功した。
更に機械を店舗に導入する際の業者のチェックポイントを明確にしていった。とくに新規機械設置業者の導入にともない、機器設置のトレーニング を実施した。機器の温度分布、温度の上昇時間、ガス圧とガスインプットkcal、ダクトの風量等きちんと計測するようになった。その為、各機器の店舗による差もなく安定して、1時間あたり楽に数十万円の売上を達成する事が出来るようになってきたのである。
以上は筆者の15年以上の前の経験の話であるが、現在の進歩した日本のフードビジネスの状況はどうであろうか。
数年前、あるコーヒーショップチェーンがアメリカのハンバーガーチェーンと提携をして数店を開いたことがあった。アメリカの最新のフライヤーを導入したのであるが、実はアメリカで数店しかテストしていない燃焼効率の高いフライヤーであった。アメリカのガスは天然ガスと、プロパンガスの2種類しかないが、日本のガスは14種類あり、天然ガスその物も組成が異なるのである。そのため、うまく作動することが出来ずに、全部のフライヤーを交換することになり店舗のオペレーションに大きな支障をきたした。そのためだけではないが、数年後には廃業してしまった。
それ以前にも、ある新興のハンバーガーチェーンがグリドルとフライヤーを導入した際に、機器選定の問題と、日本側業者のガス圧の調整で苦労した事があったようである。 大手のフライ物のチェーンでは特殊なフライヤーを使用しているが、都市ガスの圧力の低い都市で調整がうまく行かず苦労している。
どうも15年後の現在も状況は余り変化がないようである。 外国製のガス機器を選定するにはこつがいる。まずその機械を香港で使っているかが条件である。私の知る限り香港のガスが世界で最悪である。日本の6Cと同様の組成であるが、それにさらに水分が混入している。ガスパイプに何と水抜きのバルブがついており、それをひねると水が出てくるのである。その悪い状態の香港で問題なく作動していれば日本で作動させる事は可能であるが、それでもかなりの経験と知識が必要である。
ファーストフードでは、店舗でのオペレーションと同時に性能の良い機械がコックに成り変わって、お客様に美味しい物を提供できるのである。その為には店舗の運営に携わる人達の機械の知識が要求されるのである。
勿論、本格的な機械の修理や開発は専門家の仕事であるが、店舗の運営をしている人たちに機械の知識がないと、業者やスタッフの人たちに対して問題点を正確に伝えられない為、改善のスピードが遅くなるという事である。簡単な修理位は自分で出来ないとお客様に迷惑をかけるし、スタッフの協力を得る事もできない。またどんな良い機械も、日頃のメインテナンスと調整、年に数回の機械の健康診断を 怠ると、正しく調理できなくなり、水道光熱比が上がり、修理代がかさむのである。場合によっては火災などの事故を発生するのである。
筆者の場合も、一人だけで機器の改善を達成できたのではなく、努力と熱意に対し、スタッフの営繕部や機器設備部、購買担当部などの全面的な協力を得られたために、達成する事が出来たのである。
しかしながら、店舗の運営に携わる読者は筆者と同様に一般的には、文化系の学部を出た方が主で、分かりやすい教材もない機械の事を勉強するのは大変な現状であると思われる。
このシリーズでは各機械の構造と働きを店舗の運営の立場に立って筆者の経験から分かりやすく説明し、必要なチェックポイントを明確にしていくつもりである。
ただ筆者も法学部出身であり、機械の専門家ではないので技術的に間違っている部分があったら御許し願いたい。
ガ ス 燃 焼 の 基 本 知 識
最初に一般的なガス燃焼の基本を説明しておこう。日本の厨房業者の多くがステンレス板の板金業等からスターとしたために、ガス燃焼についての専門家が少ない。そのため複雑なガス器具の導入において、調整できない事が有り得る。特に輸入のガス機器の導入では多くの問題がある。店舗の運営の人達であっても、ガス燃焼の基本知識を理解しておく必要があるのである。
<1>日本には約14種類以上のガスがあり、表1のように分類されている。表2は代表的なガスの組成成分の違いと、比重の関係を示す。
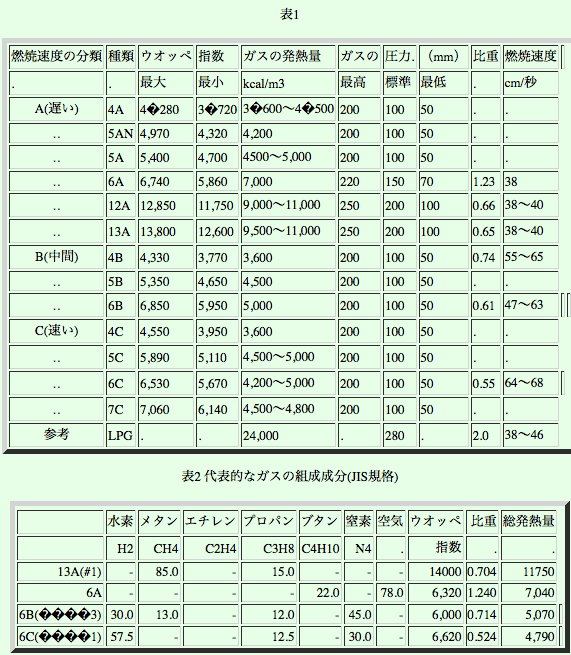
都市ガスとは、石炭ガス、石油から作るナフサガス、LPG(プロパンガス)と空気と混入、天然ガスとLPGと空気の混入ガス、等から構成される。一般的に頭の数字が4~7、アルファベット記号がA~C等のガスである。現在は天然ガスへの転換が進んでおり東京ガス、大阪ガスの地区では転換が終了している。しかし周辺の中小のガス会社ではまだ転換に時間がかかる。天然ガスは12A,13Aの2種類である。
ガスの燃焼の遅い速いにより3種類に分けられる。燃焼速度の数値が大きいものは燃焼速度が速い事を表す。Aが遅く、Bが中間、Cが速い。Cタイプはコークスガス等から作られ水素を多く含む為比重が軽く、燃焼速度が速い。また水素を多く含むため、燃焼ガスに水蒸気を発生しその水分が燃焼成分の酸と結合し金属を侵すという問題を発生させる。燃焼が速いという事は、逆火を発生しバーナーで燃焼しなくなるという問題も発生する。またカロリーとガス圧が低いため、能力がでないという問題も発生するなど、輸入のガス機器にとってCタイプのガスは対処に注意する。
なお余談ではあるが、都市ガスには一般的にCO(一酸化炭素)が含まれる。そのためガス自殺をする例が多くあったが、天然ガスの場合はCOを含まないため、ガス中毒による自殺は出来なくなった。それを知らずに自殺をしようとし、死にきれずにタバコを一服しガス爆発を引き起こすという大事故が増えている。
ウオッベ指数というのは、ガスの発熱量をガスの比重の平方根で割ったものである。この指数をさらに1000で割ったものが、ガスのタイプの頭にくる数字13とか6になる。この6Cとか13Aの数字とアルファベットの記号はガス器具の互換性を表す。一般的には、LPGと天然ガスのグループと、都市ガスのグループの2種類の器具に分かれる。これは特に、燃焼器具のバーナー、ガス圧、ノズル径のデザインに関係する。 LPGは燃焼速度がもっとも遅く、比重も空気より重いため燃焼特性が悪いが、コスト的に安いため広く使われている。
<2>ガス燃焼
ガスの燃焼方法は、ガスと空気が混合する場所や、あらかじめ混合する空気(1次空気)の量によって、次のように分けられる。
ブンゼン式燃焼方法
セミ ブンゼン式燃焼方法
赤火式燃焼方法
全1次空気式燃焼方法
まず最初にブンゼン式燃焼方法から説明する。
図1 ブンゼンバーナーの燃焼
理科の実験で使ったブンゼンバーナーを思い出していただきたい。図1のバーナーが一般的に使われているバーナーである。
ガスの燃焼には大量の空気が必要である。ノズルから吹き出したガスの流速により、ガスバーナーのマニフォールドの吸い込み口(狭くなった首の部分)の所に負圧を発生し空気を吸い込むのである。ガス量が多ければ負圧が大きくなりそれだけ大量の空気が吸入される。この空気の事を1次空気と呼ぶ。更に、この開口部を大きくしたり小さくする事により空気の吸い込み量を調整するのである。これをエアーシャッターまたは、エアーカラーという。1次空気の量は燃焼に必要な空気の量の50~70% である。残りの30~50%の空気は炎の周囲の空気から供給される。この空気を2次空気と呼ぶ。
バーナー当たりのガス発熱量が同じ場合には、都市ガスの方が単位当たりのカロリーが低いためガス量が多くなる。バーナーに噴射されるガス量が多いため、バーナーのマニフォールドの所で負圧がより大きく発生するので、吸入される空気量が多くなる。
ところが都市ガス特に6Cの場合は燃焼速度が速いため、1次空気が多すぎると更に燃焼速度が速くなり、逆火を発生するので、エアーシャッターを閉じて1次空気の量を40%位に抑える。米国製のバーナーの場合改造の必要もある。
反対にプロパンの場合はカロリーが高いので、ノズルから噴射するガス量が少なく、1次空気の吸い込み量も少な気味である。また燃焼性も悪いので、エアーシャッターを大きく開けて、1次空気の量を多くするようにしないとススが発生する。
バーナーのデザインで大事なのはバーナーの先端にある穴の面積である。この穴の事を、炎孔と呼ぶ。バーナーのガス発熱量(バーナーに送られるガス量×ガスの発生熱量)をバーナーへ供給される穴の総面積で割る。kcal/mm2で表す。一般的に都市ガスは8~13kcal/mm2であり、天然ガスLPGの場合は5~8kcal/mm2である。
現在、日本ではユニバーサルバーナーといって両方のバーナーに対応する物になっている。この場合、炎孔の形状を工夫したりする場合もあるが、一般的には8~10位にこの炎孔負荷の値を設定しているだけである。業務用の出力の高いバーナーではそのタイプにあったバーナーを使用する方がよい場合がある。
輸入、特に米国製のガス器具の場合、米国内では天然ガスとLPGしか使用していないため、一般的に炎孔負荷を低めに設定している。都市ガスの地区で、特に6C等のように燃焼の速いガスの場合、逆火を発生しやすくなる。対策としては炎孔負荷をあげるために炎孔径を小さくする事などが考えられる。炎孔径を大きくするのはドリルで穴を開けるだけなので簡単であるが、小さくするのは出来ず、メーカーが対策用のバーナーを持っていなければならない。以前は米国のメーカーは対処できなかったが、最近は出来るメーカーもあるので事前に確認されたい。
都市ガスの地区で炎孔負荷の高いバーナーを使用していて、天然ガスやLPGに変換すると別の問題が発生する。天然ガスやLPGは燃焼しにくいガスであるため、炎孔径が小さいと2次空気を十分に取り入れる事が出来ず、ススが発生し清掃を頻繁に行う必要があり、不完全燃焼の危険もある。この場合は炎孔径を大きくするだけでよいので、計算をし直し必要な径のドリルで穴を拡大すれば良い。
きれいに燃焼している炎は、バーナーの炎孔から離れすぎずに青白い光でしっかりと燃える。もし炎の色が赤くゆらゆらしている場合は1次空気の不足であり、バーナーの炎孔から大きく離れて青白い光で燃焼している場合は1次空気の過剰である。燃焼状態はガス種により若干異なる。また、周囲の空気中に細かい塵などが含まれていると燃焼する炎の色が変化する。1次空気が不足し赤火で燃焼するとススを発生し、バーナーの炎孔を詰まらせたり、ガス器具内部にススが溜まり燃焼効率を下げ、最悪の場合には出火する事がある。1次空気が多すぎると、逆火を発生しバーナーに火がつかないため、かえって熱効率が落ちる。また、バーナーや、オリフィスを痛める事になる。逆火とはガスと空気の混合物の炎孔からの噴出速度がその燃焼スピードより遅い場合に、炎孔面で燃焼せずオリフィスの部分まで押し戻されて燃焼する事をいう。
オリフィスはバーナーマニフォールド吸い込み口の中心に直角にガスを噴射するように位置決めをしなくてはならない。さもないと負圧が充分に発生せず、1次空気の吸い込み量が少なくなる。特に、LPGの場合噴射ガス量が少ないため、注意する必要がある。
その他の燃焼方式のセミブンゼン式燃焼方式は1次空気の混入量を30~40%に落とし、赤火式は1次空気が0%、全1次空気式は1次空気量が100%である。
業務用のガス機器は一般的にブンゼン式が多く、その他のタイプでは全1次空気式のタイプの赤外線燃焼バーナー、ブラストバーナー、パルス燃焼バーナー、触媒燃焼バーナー等が出てきている。そのほかの燃焼方法はあまり使われていない。
<3>ガスインプット(ガス入力量)の調整
ガスバーナーの入力は供給されるガスの量で決まる。ガスの流量はガスガバナー(ガス圧調節弁、ガス圧レギュレーター)の圧力と、バーナーへガスを噴射するオリフィスの開口の直径でコントロールされる。
表1のガスの圧力とはガス会社から店舗への供給ガス圧力を意味する。最高と最低があるが、これは途中の配管や距離、周囲の使用状況により供給ガスの圧力が異なるためである。特に影響するのは、夕方各家庭で食事の支度をしながら風呂を炊くので、ガスの使用量が増え、店舗の夕食ピーク時に供給圧力が落ちてしまう。ガスの圧力が落ちるとフライヤー、グリドル、オーブンレンジなどの能力が落ちるのでそれを防ぐため、最初から機械のノズルの径を低いガス圧に合わせて大きく設定しておく。その場合もしガス圧が高くなると不完全燃焼を起こして危険なので、ガスガバナーを設置し設定以上にガス圧が上がらないようにするのである。ガスガバナーはガス圧が低いときにそれを上げる物ではない。
図2のガス入力が高くなるとダイヤフラムを押し上げその結果バルブが閉まりガスの流量を少なくする。ガスの圧力が下がると、スプリングによりバルブが戻され、バルブの開度が大きくなり、ガスの流量が増加する。ガス圧の調整は調整ネジでスプリングの固さを変えたり、スプリングを取り替えて行う。都市ガスなどの中で変更するときは調整ネジの調整ですむが、都市ガスから、天然ガスやLPGへ変更するときはスプリングを変更する必要がある場合がある。バーナーの炎の高さが変動したり、揺れて息つきをするときには店舗への供給圧に問題がなければ、ガバナーのスプリングの問題が考えられる。
ガス圧の測定はガスバーナーを燃焼中に検圧孔にガス圧測定器のゴムホースを差し込んで計測する。ガス圧測定器はガラスのU字管を使用する。U字管に水を入れ片側にホースをつなぎそのホースを検圧孔に差し込む。ガスを燃焼させると検圧孔からガスが入りU字管の水を押し上げる。その下限と上限の差がガス圧である。単位はmmH20である。
図2は独立したガスガバナーであるが、メインのガスバルブに内蔵されたタイプもある。 ガス器具のインプットの計算式(ガスインプットの調整に必要なので覚えておく)
2乗 ___
↓ / P
I= Q×H=0.11×D2×K× /—– ×H
∨ d
I=インプット、入力(kcal/h, 1時間当たりの消費熱量)
Q=ガス量 (m3/h,1時間当たりの使用ガス立方メートル )
H=使用しているガス種類の発熱量 (kcal/m3,1立方メートル当たりのカロリー)
D=ノズル(オリフィス)の直径,mm
P=ガス圧力, mmH2O
d=ガス比重
K=流量係数(配管抵抗などの係数) ,一般的に0.85~0.95だがガス種や
配管 径,配管の抵抗によって異なるので実測する方が正確である.
この計算を見てもわかるように,ノズル径を変更するとガス量はノズル径の2乗で増減する。ガス圧は圧力の平方根に比例して増減する。
ノズル径を2倍にするとガス量は4倍になり、1/2にするとガス量は1/4になる。 ガス圧を2倍にすると1.414倍になり、1/4にするとガス量は1/2になる。 つまり入力の微調整にはガス圧で対処し、大きく変更するときはノズル径を変更する。
天然ガス、LPGの場合はガス圧が高いので調整は比較的容易である。天然ガスの場合ガバナー圧で100mmH2O前後に合わせる。LPGは150~200mmH2Oで調整する。
都市ガスで特に5Cのタイプはガスのカロリーが低くガス圧も低いので、場合によっては40~50mmH2Oに合わせる必要がある。ガバナーによっては対応できずスプリングの変更が必要な場合がある。
どの位の圧が良いのかというと、実測するのが一番である。もし、ピーク時に機械の能力が落ちると思ったら夜間に、計測するガス機器のバーナーをONにし、ガスインプット(ガス入力)を計測する。
その際、他のガス機器は口火も全て消すこと。インプットは備え付けのガスメーターのガスの使用量を数分間計測し、1時間当たりのガス使用量に換算し直すと算出できる。ガスメーターにも誤差があるのでこの値が設定値の±10%位であれば問題はない。
インプット計測中にガバナーの点検孔のガス圧を平行して計測する。機器のインプットの計測が終了したら、他のガス機器の口火を全て点火する。計測対象の機器を点火しガス圧を見る、次に店内の全てのガス機器を点火する。特に湯沸器も必ず点火すること。
そして、もしガス圧が下がらなければ問題ない。下がる場合はその下がった圧でも設定のガスインプットになるようにノズルの直径を拡大し、ガス圧の設定を最低圧に設定し直す。再度ガスインプットの計測をし、再確認する。必ずメーカー指定のガスインプットになるように調整する。
*上記の計測はかまわないが、ガス圧の調整やノズルの調整は危険なので、勝手にやって はいけない。必ずメンテナンス会社か、機械の販売会社に依頼する事。
ただメンテナンス会社がこのように調整するかの知識とチェックは必要である。
*絶対にメーカーの設定値以上にバーナーの出力を上げてはいけない。炎孔負荷の設定値 が異なり不完全燃焼する危険性がある。
*ガバナーも長く使用していると、作動しなくなる事があるので安全の見地から、年に一 回くらいは設定値のチェックは必要である。
<4>安全装置
ガス器具を使うに当たって、安全装置の知識は必要不可欠である。
業務用ガス遮断装置
家庭などで使うガスメーターには(東京ガスエリアでは7号以下)最近はマイコンを組み込んでおり、ガスの放出や地震などの際には自動遮断するようになっている。
業務用の場合は、別に業務用自動ガス遮断装置があるので必要な場合は、地区のガス会社やプロパンガスの業者に相談されたい。業務用のガス遮断装置はガス漏れなどの緊急時にガスを即時に遮断するほか、ボタン操作で室内からガスを遮断できになっている。場合によってはダクトフード等用簡易自動消火装置などと連動できる。
ガス漏れ警報装置
上記の業務用自動ガス遮断装置は微量のガス漏れに完全に対処できるわけではない、各ガス機器のそばにはガス漏れ警報器をつけると良い。
ガバナー(ガス圧調整弁)
不完全燃焼や加熱を防ぐため、機械の作動設定圧力以上にガス圧が上がらないよう になっている。
口火立ち消え防止装置
ガス器具の口火が消えると生ガスが出て危険であるので、業務用の機器では立ち消 え安全装置が取り付けられている。
立ち消え安全装置には、熱電対式(サーモカップル)、液体膨張式、フレームロッ ド式、紫外線放電菅式火炎検出器(ウルトラビジョン)等がある。
基本的にはセンサーを使用し口火の熱や光を感知し、ガスバルブを制御する方式で ある。
図3は最も使われている熱電対式の口火立ち消え防止装置である。 押しボタンを押しガスをパイロットバーナー(口火)に流し点火する。点火したガスがパイロットバーナーのところにある熱電対(サーモカップル)のセンサーを加熱する。熱電対は2種の金属を合わせたもので、加熱されると微電流を発生する。その微電流で電磁石を帯電させ、安全ガスバルブを電磁石の方に引き下げる。押しボタンをはなしてもガスが流れ続けるようになる。熱電対が温まるまで時間がかかるので朝点火する際に30秒くらい押していなくてはならないのである。口火が消えると熱電対は加熱されなくなるので微電流の発生をストップし、安全ガスバルブはコイルバネの力で戻されガスを遮断するのである。
フレームロッド式は炎の導電性と、炎の整流性を利用して口火の炎の検知を行う方 式である。口火の炎の中に電極(センサー)をいれ、電極に交流電圧をかけると炎 の中のイオンの働きにより炎の中を電流が流れる。この電流を利用しガスバルブを 開くのである。熱電対式と比較し応答速度が早く点火時、消火時とも3秒以内で応 答するので自動点火のガス機器に利用されている。ガス元栓を開きスイッチをON にすれば点火するので便利である。
この方式は常時口火を点火しなくても良いのであるが、スパークで点火する際にコ ンピューターなどを組み込んだ器具の場合、誤動作を発生する場合があるので注意 されたい。
加熱防止器(ハイリミットコントロール)
ガス器具には一般的に温度調節(サーモスタット)装置がついている。しかしセン サーが断線したり温度調節装置のガスバルブが作動しなかったりする場合が有り得 る。そのために安全装置として加熱防止器を設置する。
フライヤーを例にとって説明する。
図4は一般的なバイメタル式の加熱防止器の構造である。感熱部を図5のようにフ ライヤーの油槽の外側へ取り付ける。作動温度は一般的に190℃ から200℃ に設定する。温度が設定温度に達すると感熱部のバイメタルが作動し電気接点を開 ける。この電気接点は図4のように口火立ち消え装置に連動し、ガスバルブの電磁 石への微電流の流れを止める。そのためガスバルブは閉じガスの流れが止まるので ある。
一般的にガスバルブのユニットの中には、温度コントロール用のバルブと、この口 火立ち消え防止装置のバルブの、2つのバルブが直列列に配置されている。そのた め1つのバルブがトラブルを起こしても安全になっている。この機能は購入の際ど のようになっているか確認しておく事が安全管理上大切である。
換気扇(排気ファン)連動装置
ガス器具を燃焼させると、高温の排気ガスが発生する。厨房の換気扇をつけ忘れて 燃焼させると、ガス中毒になる危険がある。また高温の排気がダクトに入り、換気 扇が動いていないと、どんどん加熱していき、最後にはダクト内に溜まったグリー スに着火し火災を起こすことになる。それを防ぐために、換気扇を動かしていない とガス器具に電気が流れないようにし、点火ができないようにすることが望ましい 。
自動消火装置
ガス器具で加熱し火災が発生した際、消火器で消せば良いのだが、いざとなると慌 てて消火がうまく行かないことがある。またダクト内部に引火したときにはどうす ることもできない。自動消火装置をガス器具とダクト内に設置すれば、火災の際に 自動に作動するので安全である。(1)の業務用ガス遮断装置と(6)の換気扇連動装置 を連動することにより、火災時にはガスや換気扇のダクトの自動遮断が可能であり 、安全のトータルコントロールが出来る。
まだコスト的に高いが安全はお金には代えられないので、是非検討していただきた い。店舗の責任者としては休みの日には安心して休息したいのである。
地震対策としてのガス器具の固定
地震の際に、フライヤーなどが倒れたりすると大変危険であり、ガス器具の固定は 必要である。ガス器具を固定するには厨房の壁を補強しそこに固定することが必要 であり、店舗設計時より考慮することが望ましい。